

Целлюлозные электроды (серии E6010/E7010/E8010/E9010) применяют прежде всего для ручной сварки труб с вертикальным снижением (downhill) благодаря мощной дуге, глубокому проплавлению и быстрому «замораживанию» металла. Высокая скорость перемещения и тонкая, «летучая» шлаковая корка позволяют формировать корень шва с устойчивым «окном» (keyhole) и минимальным числом проходов. Для трубопроводов вне цеха это даёт выигрыш по времени и экономике при сохранении требуемых механических свойств.
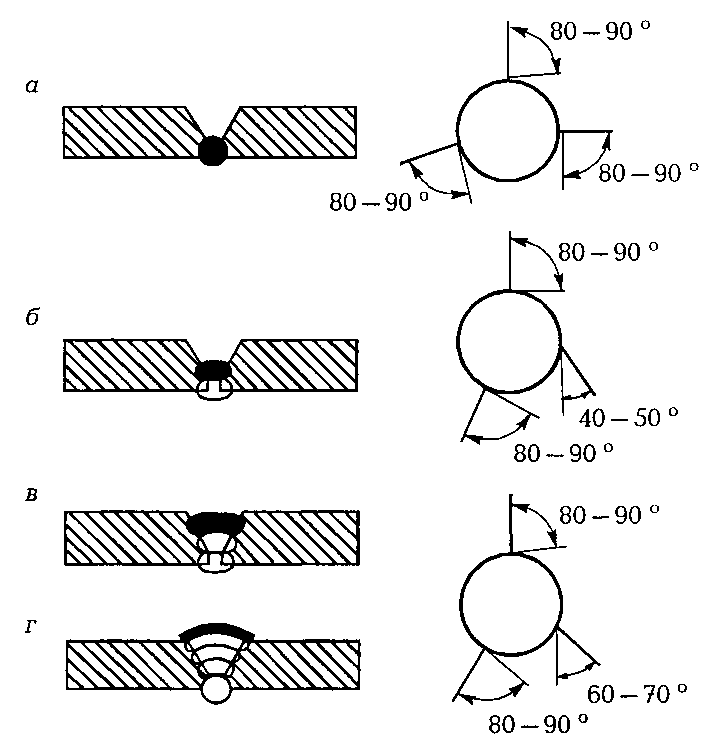
Типичный угол наклона электрода с целлюлозным видом покрытия в зависимости от пространственного положения сварки и последовательности выполнения слоев шва:
а – корневой слой (ø 4 мм); б – горячий проход (ø 4,5); в – заполняющие слои (ø 4,5; 5,5 м); г – облицовочный слой (ø 4,5 мм)
Базовые принципы и питание
Для корневого прохода по международной практике чаще используют обратную полярность (DC+). В ряде процедур для тонкостенных труб применяют прямую полярность (DC–) — она ускоряет расплавление сварочного электрода, повышает скорость перемещения и снижает риск прожога, внутреннего подреза и «полого» корня; смена полярности квалифицируется по API 1104 как существенный параметр. Токи для корня подбирают «от изделия»: для электрода 4,0 мм ориентир порядка ~130 А, далее — корректировка по зазору, притуплению, положению и конкретной машине. Горячий и заполняющие проходы выполняют на более высоких токах и, как правило, с большей скоростью.
Длина дуги и стабилизация «окна»
Ключ к корню — управляемая длина дуги и стабильное «окно». Слишком длинная дуга увеличивает тепловложение в верхнюю кромку, «раздувает» окно и провоцирует прожог; слишком короткая — гасит дугу и «схлопывает» окно с риском непровара. Практически держат короткую дугу, работая на грани «залипания», и поддерживают постоянный размер окна микроколебаниями электрода (легкий «зигзаг») без избыточной раскачки. У целлюлозных электродов шлак тонкий и быстро отходит следом за ванной — это облегчает визуальный контроль окна и своевременную подачу присадочного металла в корень.
«Скорость вылета шлака» и выбор скорости перемещения
Под «вылетом шлака» понимают характер и скорость самопроизвольного отслаивания тонкой шлаковой плёнки в следе за валиком. При корректной скорости перемещения шлак «сходит» без задержек, оставляя чистую поверхность; при недогоне (слишком медленно) шлак переплавляется и мешает формированию корня, при перегоне (слишком быстро) не успевает отделиться и тянется «косами». Целлюлозные электроды рассчитаны на высокую скорость ведения, что уменьшает время пребывания ванны в жидком состоянии и стабилизирует форму корня при вертикальном снижении. Вывод: скорость перемещения подбирают так, чтобы шлак уверенно отделялся непрерывной ленточкой, а окно сохраняло постоянную геометрию.
Техника по положениям
Корень (включая «шестичасовую» зону). Совмещение «проталкивающего» угла электрода и короткой дуги. Движение — небольшая амплитуда поперёк разделки с акцентом в корне (keyhole). На стыках по API 1104 типичны «penny land/penny gap» (притупление и зазор порядка 1,6 мм) и включённый угол около 60°. Горячий проход выполняют сразу после корня для стабилизации геометрии и сжигания возможных «бородок».
Горизонт (2G). Удерживают ванну у нижней кромки разделки, слегка «подкидывая» металл к верхней. Дуга короткая, окно контролируют по верхней границе; избыточный «толкающий» угол сдувает ванну и мешает отделению шлака.
Вертикал вниз (5G/6G, основной режим). Работают на повышенных токах и высокой скорости. Электрод направлен чуть «вперёд» по ходу, чтобы газ и шлак уходили из зоны окна. Старт/стоп не выполняют строго в 12 и 6 часов: перенос точки начала/окончания уменьшает вероятность «подсоса», прожога и сложных стыковок. При затухании электрода «срыв» дуги коротким резким отводом облегчает последующее совмещение окон.
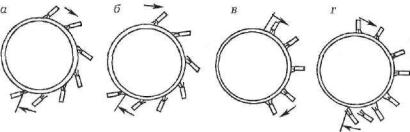
Непрерывное регулирование угла наклона электрода:
а— корневой слой; б — "горячий" проход; в — заполняющие слои;
г— облицовочный слой
Качество, дефекты и контроль
Основные риски — прожог и «вытянутое» окно при завышенной длине дуги/токе, непровар при «схлопывании» окна и недостаточной теплоподаче, а также шлаковые включения при неверной скорости и геометрии перемещения. Снижение дефектности достигается точной геометрией разделки и подгонкой (минимизация «хай-лоу»), своевременным горячим проходом и шлифовкой мест перезапуска. Для высокопрочных труб контролируют подогрев/межслойную температуру и подбирают расходники под требуемую ударную вязкость и прочность. Радиографические требования к кольцевым швам и общие принципы оценки представлены в отраслевых руководствах и кодах (API 1104, AWS D1.1).
Хранение и подготовка электродов
Целлюлозные электроды содержат 4–6% влаги в покрытии — это технологическая норма для формирования активной газовой «оболочки» и характерной дуги. Их не прожаривают как низководородные и не хранят в одних печах с Е7018 и аналогами, чтобы не иссушить покрытие и не ухудшить запуск/проникновение. Пачки держат герметично закрытыми, защищая от прямого намокания и конденсата.
Подбор электродов и типовые области применения
Линейки для труб включают E6010 (Fleetweld 5P/5P+), E7010, E8010, E9010 и специализированные серии (например, Pipeliner® 6P+). Они рассчитаны на корневые, горячие, заполняющие и облицовочные проходы с вертикальным снижением; производители указывают применимость по маркам труб (вплоть до X80 для корня) и рекомендуемые диапазоны токов/диаметров. При выборе учитывают требуемую прочность (совпадение/недобор прочности корнем допустим в рамках API 1104), вязкость, толщину стенки и условия работ.
Краткий чек-лист настройки (не более 1 листа)
-
Полярность: для корня преимущественно DC+, при риске прожога тонкостенных — DC– по согласованной WPS/PQR. Ток — от рекомендованного для диаметра, далее по «окну» и отделению шлака.
-
Дуга: короткая; стабильный размер keyhole важнее номинального тока. При расширении окна — смещайте угол, укорачивайте дугу, корректируйте скорость.
-
Скорость и «вылет» шлака: ведите быстро, шлак должен непрерывно «сходить» за валиком; при «прилипании» — либо слишком медленно, либо неверный угол/длина дуги.
-
Геометрия: для корня по API 1104 — равномерный зазор и притупление, строгая подгонка, оперативный горячий проход.
Минимальный перечень проверок в смене
-
Входной контроль партии электродов и условий хранения; проверка диаметров, маркировки, целостности покрытия.
-
Подтверждение параметров по действующей WPS/PQR; фиксация начальных установок и корректировок по ходу стыка.

.jpeg")




